
Часть 3 Тоже нравоучительная
Вместо предисловия к третьей части…
Во второй части мы рассматривали основные типы ошибок, которые встречаются при работе с битумно-полимерными рулонными материалами и рассмотрели три из них: ошибки проекта, ошибки подбора материалов и ошибки эксплуатации. В данной части статьи мы рассмотрим самый распространённый тип ошибок, на который приходится 40-45 % от их общего объема - ошибки производства работ.
Несмотря на то, что битумно-полимерные рулонные материалы остаются самыми востребованными на рынке гидроизоляционных материалов, а технология укладки остается неизменной на протяжении длительного промежутка времени, простых «детских» ошибок остается достаточно много. Избежать ошибок в дальнейшем помогают ресурсы компании ТехноНИКОЛЬ: учебные пособия и фильмы, обучения специалистов вашей фирмы в Учебных Центрах ТехноНИКОЛЬ, рейтинг подрядных организаций на сайте nav.tn.ru, консультационная поддержка специалистов инженерно-технического центра и многое другое.
Помимо этого, отдельно отметим Службу Качества компании ТехноНИКОЛЬ. Это команда высококлассных специалистов, оказывающих техническую поддержку представителям подрядных, надзорных и других технических служб непосредственно на объекте: обучить персонал, подобрать грамотное техническое решение, проконтролировать качество выполненных работ, произвести обследование текущего состояния уложенного покрытия, выдать рекомендации по обслуживанию и ремонту.

Рис. 1 Служба качества. Определение зоны протечек в гидроизоляционном покрытии
Часто встречающие ошибки при укладке материалов
Согласно статистике, самыми распространенными ошибками при производстве работ с битумно-полимерными рулонными материалами являются:
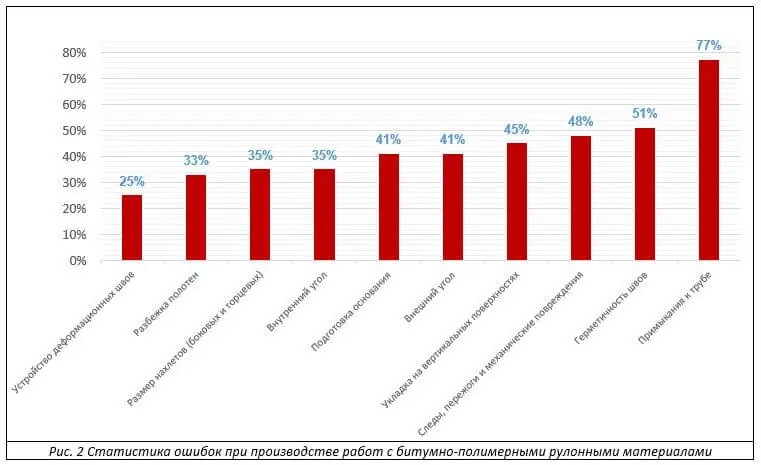
Рис. 2 Статистика ошибок при производстве работ с битумно-полимерными рулонными материалами
Как видно из графика, достаточно высокий процент ошибок при выполнении работ относится не к выполнению сложных узлов и элементов, а к достаточно простым работам: подготовка поверхности, выставление нахлестов и т.д. Поэтому, сегодня постараемся повторить основные правила производства работ с битумно-полимерными рулонными материалами, что поможет в будущем сократить количество «детских» ошибок.
Ошибки подготовки поверхности. Общая информация
Важно помнить - подготовка поверхности перед нанесением гидроизоляционных битумно-полимерных рулонных материалов является одной из самых ответственных, а зачастую и самой сложной и трудоемкой технологической операцией. Невыполнение требований по подготовке поверхности, приведет к снижению качества гидроизоляционной мембраны и всей гидроизоляционной системы.
Требования к качеству подготовки основания определяются требованиями СП 70.13330.2012, СП 71.13330.2017, СП 72.13330.2016, разделами посвященными подготовке основания.
Ошибки подготовки поверхности. Очистка основания
Очистку основания от пыли и грязи рекомендуется производить перед каждой технологической операцией – перед праймированием основания и непосредственно перед наплавлением материала по праймированному основанию. Пренебрежение данными операциями может негативно сказаться на адгезионных свойствах конечного покрытия.
Праймирование по плохо очищенному основанию приведет к тому, что праймер не впитается в основание, а только «смочит» пыль.

Рис. 3 Отсутствие адгезии материала к основанию из-за нанесения праймера на пыльную поверхность
Снижение адгезии также наблюдается, если не убрать пыль с основания непосредственно перед наплавлением материала.

Рис. 4 Снижение адгезии материала к основанию из-за наличия пыли на огрунтованной поверхности
При этом стоит отметить одну важную деталь – для обеспыливания поверхности не рекомендуется использовать метод продувки воздухом. Это самый неэффективный способ, особенно при работе в котлованах и тепляках, так как 95 % пыли просто поднимется вверх и через несколько минут осядет обратно на очищенную поверхность. Самыми эффективными считаются два способа: уборка пыли промышленным пылесосом и подметание.
Ошибки раскладки рулонов. Размеры нахлестов
Перед укладкой битумно-полимерных рулонных материалов на горизонтальные поверхности следует развернуть весь рулон на подготовленном основании, примерить и выровнять его по отношению к уже уложенному рулону, обеспечив требуемый нахлёст по продольным и поперечным кромкам.
Боковой нахлест смежных рулонов для двухслойных материалов составляет не менее 100 мм, для однослойных - не менее 120 мм. Торцевой нахлест составляет 150 мм как для двухслойных материалов, так и для однослойных.
|
 А) Боковой нахлест - 100 мм |
 Б) Торцевой нахлест – 150 мм |
Рис. 5 Выставление насхлестов при укладке битумно-полимерного материала
Ошибки раскладки рулонов. Разбежка полотен
Также достаточно часто встречающаяся ошибка – несоблюдение правила разбежки торцевых швов смежных рулонов. И самый яркий представитель данной ошибки – крестообразные швы.

Рис. 6 Крестообразные швы
Крестообразные швы – это не только очень красиво, но и очень неправильно. На ограниченном участке 100х150 мм происходит стыковка сразу четырех рулонов, в 95 % случаев качественно проплавить данный узел не получается, что создает потенциальную зону протечки.
Еще раз напомним, что разбежка торцевых швов должна составлять не менее 500 мм.
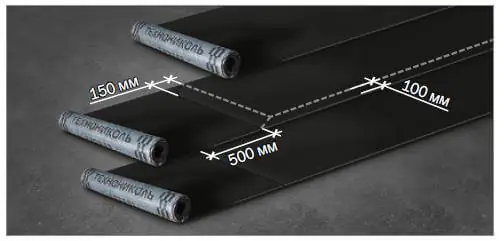
Рис. 7 Разбежка торцевых швов смежных рулонов
Также в данную категорию ошибок необходимо отнести вариацию на тему укладки второго слоя: укладка второго слоя перпендикулярно первому слою. В этом случае также образуются крестообразные швы, что делать категорически не рекомендуется. Рулоны второго слоя укладываются параллельно рулонам первого слоя. Расстояние между краями рулонов в первом и втором слоях должно быть не менее 300 мм, и обычно составляет 500 мм (середина рулона).

Рис. 8 Выставление нахлестов между рулонами первого и второго слоя
Разбежка торцевых швов в рулонах первого и второго слоев должна составлять не менее 500 мм.
Ошибки укладки материалов. Герметичность швов
Самый распространенный тип ошибок и главная причина протечек в гидроизоляционном покрытии на рядовой поверхности. Основная причина, по которым не получается качественно проплавить шов - незнание общих правил наплавления материалов.

Одним из наглядных признаков герметичности шва является вытекание битумной массы из-под боковой кромки материала сплошным валиком, примерно на 5÷25 мм.

Рис. 9 Вытек битумного вяжущего из под боковой кромки материала
Еще одной серьезной ошибкой является обработка швов раскаленным металлическим предметом (арматурой, отверткой и т.д.). Качественно проплавленный шов не нуждается ни в какой дополнительной обработке, а обработка изначально некачественно выполненного шва раскаленной арматурной никак не повысит качество шва.

Рис. 10 Шов, обработанный раскаленной металлической арматурой
Ошибки укладки материалов на вертикальной поверхности
Главная ошибка укладки материалов на вертикальной поверхности – использование «метода обоев», т.е. предварительная тепловая обработка материала на горизонтальной поверхности и последующая попытка закрепить его на вертикальной поверхности.
|
 А) Тепловая обработка рулона |
 Б) Прихлопывание рулона к поверхности |
Рис. 11 Укладка материала на вертикальной поверхности «методом обоев»
Главный недостаток данной технологии – невозможность качественно прогреть материал, защитная пленка практически не обгорает, битумное вяжущее не расплавляется. Помимо этого, поверхность нанесения также не прогревается, что негативно сказывается на адгезионном сцеплении гидроизоляционного покрытия с основанием.
При наплавлении на вертикальную поверхность рулоны необходимо укладывать по направлению снизу-вверх (вне зависимости от способа подачи рулона) поэтапно на высоту, определяемую технологическим регламентом монтажа.

Рис. 12 Наплавление битумно-полимерного рулонного материала на вертикальную поверхность
При наплавлении рулонов битумно-полимерного материала на вертикальные поверхности в обязательном порядке выполняются все правила разбежки рулонов и соблюдения нахлестов.
И в качестве анонса…
В следующей части мы рассмотрим некоторые приемы, которые позволят быстро и качественно выполнить сложные узлы и элементы.
Вам может понравиться





